Hàn TIG Không Khó – Học Nhanh, Làm Ngay, Hàn Đẹp
🌟 Hàn TIG (Tungsten Inert Gas) là một trong những phương pháp hàn phổ biến nhất khi làm việc với inox (thép không gỉ), nhờ khả năng cho mối hàn đẹp, ít bắn tóe và có độ bền cao. Tuy nhiên, để đạt được chất lượng hàn tối ưu, người thợ cần nắm vững kỹ thuật và tuân thủ một số nguyên tắc quan trọng.
 Nên chọn máy hàn điện tử nào để hàn inox?
✨ Bản chất inox là có tính sáng, bóng, đây cũng là chất liệu quan trọng được sử dụng phổ biến trong việc chế tạo ra các đồ nội thất, đồ gia dụng,... Bởi vậy mối hàn inox sau khi gia công không chỉ đảm bảo yếu cầu chắc chắn, mà còn đòi hỏi phải có tính thẩm mỹ cao. Vì vậy, việc lựa chọn máy hàn tối ưu nhất để tạo ra mối hàn inox đẹp là rất quan trọng.
Nên chọn máy hàn điện tử nào để hàn inox?
✨ Bản chất inox là có tính sáng, bóng, đây cũng là chất liệu quan trọng được sử dụng phổ biến trong việc chế tạo ra các đồ nội thất, đồ gia dụng,... Bởi vậy mối hàn inox sau khi gia công không chỉ đảm bảo yếu cầu chắc chắn, mà còn đòi hỏi phải có tính thẩm mỹ cao. Vì vậy, việc lựa chọn máy hàn tối ưu nhất để tạo ra mối hàn inox đẹp là rất quan trọng.
✨ Để hàn inox, người ta thường sử dụng máy hàn Tig để thực hiện. Đây là dòng máy hàn được đánh giá là cho chất lượng mối hàn inox đẹp nhất, ít gặp phải tình trạng mối hàn bị đen (nếu nắm được kỹ thuật hàn inox cơ bản thì hàn Tig inox sẽ không khó khăn gì để tạo ra một mối hàn chất lượng).
🌟 Đặc biệt là khi hàn inox mỏng < 0,8mm, máy hàn Tig có thể đáp ứng được mà không có máy hàn điện tử nào có thể làm tốt bằng, đảm bảo không lo thủng mối hàn.
 Mối hàn Tig inox được đánh giá là đẹp
Nguyên Nhân Khiến Mối Hàn Inox Bị Đen:
Tuy nhiên trên thực tế khi hàn inox mỏng bằng máy hàn Tig nếu không đúng kỹ thuật, rất nhiều người gặp phải tình trạng mối hàn inox bị đen, có lỗ chân kim, khó xử lý lại.
Mối hàn Tig inox được đánh giá là đẹp
Nguyên Nhân Khiến Mối Hàn Inox Bị Đen:
Tuy nhiên trên thực tế khi hàn inox mỏng bằng máy hàn Tig nếu không đúng kỹ thuật, rất nhiều người gặp phải tình trạng mối hàn inox bị đen, có lỗ chân kim, khó xử lý lại.
Sau đây là một vài nguyên nhân khiến mối hàn inox bị đen như:
⭐ Khí bảo vệ ra ít. Vì nếu khí bảo vệ ra ít, sẽ không đủ để thổi cho mối hàn bóng được, dẫn đến đen mối hàn. Vì vậy cần chỉnh khí cho lượng ra vừa đủ.
⭐ Kim hàn tù, chưa được mài nhọn. Kìm hàn phải được mài nhọn, nếu để tù thì dẫn đến không tập trung nhiệt vào một điểm, dẫn đến là mối hàn inox bị đen và có rỗ khí.
⭐ Tư thế hàn chưa đúng chuẩn.
 Mối hàn inox bị đen
⭐ Video hướng dẫn cách cầm dây mồi que bù Inox chuẩn.
Mối hàn inox bị đen
⭐ Video hướng dẫn cách cầm dây mồi que bù Inox chuẩn.
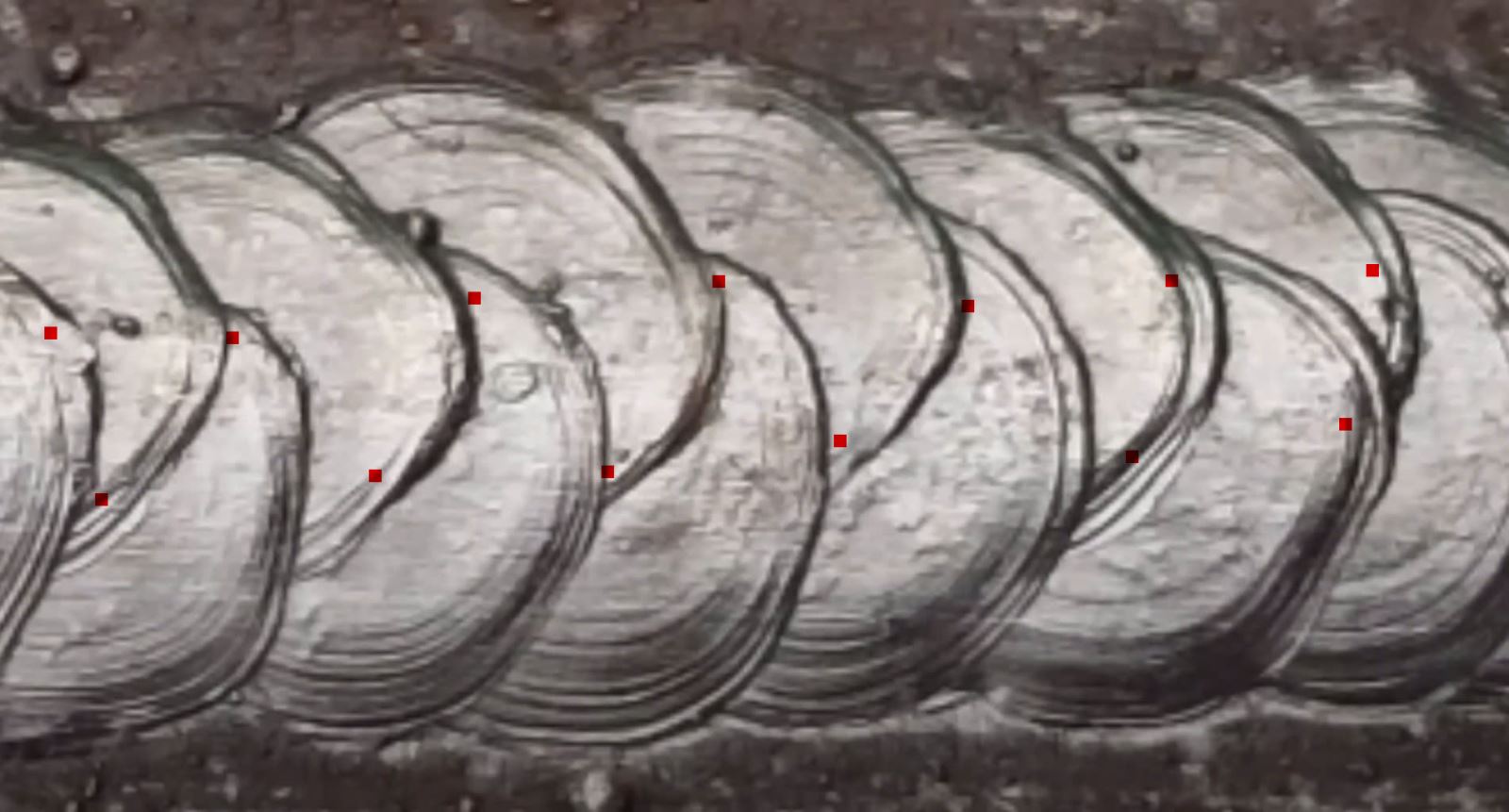
⭐ Khi bạn thực hiện hàn chấm liên tục, mỗi chấm sẽ tạo ra vòng tròn hồ quang và để lại một lỗ chân kim nhỏ ở tâm hàn. Để khắc phục lỗ chân kim này bạn hãy dùng vòng tròn sau đè lên tâm của vòng tròn trước (Xem ảnh chấm đỏ là lỗ chân kim tâm vũng hồ quang). Sẽ có mối hàn đẹp không lỗ chân kim.
 Cách Hàn Inox Không Bị Đen
1- Chỉnh khí bảo vệ
Cách Hàn Inox Không Bị Đen
1- Chỉnh khí bảo vệ
👉 Khí bảo vệ cho mối hàn Tig không bị đen là Argon, đặc biệt là khi hàn inox mỏng. Tuy nhiên, khi hàn inox lớn và dày, nên sử dụng hỗn hợp 25% Argon + 75% Heli, dòng khí này sẽ bảo vệ mối hàn dày tốt hơn, tăng nhiệt lượng hồ quang do đó cải thiện chiều sâu thấu.
👉 Lưu ý, tùy theo độ dày, mỏng của inox mà sẽ chỉnh lưu lượng khí ra phù hợp, không quá ít nhưng cũng không quá nhiều. Nếu quá nhiều gây ra dư khí, tốn kém còn nếu quá ít mối hàn sẽ không đảm bảo. Bạn có thể thử nghiệm trước để đánh giá lượng khí bao nhiêu là phù hợp với độ dày inox cần hàn.
👉 Theo như kinh nghiệm của những người thợ hàn Tig lành nghề đi trước, họ thường chỉnh khí bằng cách vặn van khoảng nửa vòng. Lúc này con bi sẽ nhảy lên mức 5.
2- Mài nhọn kìm hàn
👉 Trong quá trình hàn Tig inox, nếu thấy có hiện tượng mối hàn bị đen, lỗ chân kim thì nên kiểm tra đầu kìm hàn, nếu bị tù cần tiến hành mài nhọn. Khi sử dụng mũi kìm hàn nhọn để hàn sẽ không có những hiện tượng trên. Kìm hàn nên lòi ra khỏi súng hàn khoảng 3 - 5mm.
👉 Có thể sử dụng máy mài 2 đá để mài nhọn kìm hàn, sẽ giúp tiết kiệm thời gian mà lại đạt hiệu quả cao.
.jpg)
Nên mài nhọn kìm hàn trước khi hàn Tig để mối hàn inox không bị đen
3- Điều chỉnh dòng hàn
👉 Đây cũng là yếu tố rất quan trọng khi hàn Tig inox để đảm bảo mối hàn không bị đen, có tính thẩm mỹ cao. Đối với vật hàn dày mà chỉnh dòng hàn nhỏ quá thì mối hàn không ăn chắc; hàn inox mỏng mà chỉnh dòng hàn lớn thì sẽ dẫn đến cháy mối hàn.
👉 Tùy vào từng loại máy hàn, kim hàn và độ dày vật hàn mà sẽ điều chỉnh dòng hàn khác nhau. Trên vỏ bao bì, nhà sản xuất kim hàn sẽ có bảng tham khảo về cách chỉnh dòng hàn cho từng đường kính kim hàn cụ thể để bạn có thể tham khảo. Tuy nhiên, như vừa đề cập, việc chỉnh dòng hàn chính xác còn phải phụ thuộc loại máy hàn bạn sử dụng nữa. Vì vậy, chỉnh dòng hàn phù hợp nhất vẫn cần bạn phải tự thực nghiệm, đánh giá để có được kinh nghiệm nhất định trong việc điều chỉnh dòng hàn cho từng bề dày inox cụ thể.
👉 Tuy nhiên, bạn có thể tham khảo như sau, để từ đó đưa ra được cách chỉnh phù hợp:
Kim hàn 0.5 ly, nên chỉnh dòng hàn ~30A.
Kim hàn 1 ly, nên chỉnh dòng hàn ~100A.
Kim hàn 1.5 ly, nên chỉnh dòng hàn ~120A.
Kim hàn 2 ly, nên chỉnh dòng hàn ~150A.


4- Kỹ thuật hàn inox không bị đen
Sau đây là những lưu ý liên quan đến tư thế hàn và kỹ thuật hàn mà bạn cần phải nắm được:
1. Lưu ý nên đặt kìm hàn cách bề mặt hàn khoảng 2mm.
2. Sau khi bóp cò súng, không được vội nhấc súng hàn ra khỏi mối hàn, bởi lúc này khí chưa kịp ra bảo vệ cho mối hàn đó mà bạn đã vội nhấc ra sớm như vậy thì mối hàn không chỉ bị đen mà còn có lỗ khí.
Vì vậy, khi hàn không nhấc kìm hàn ra vội, nên giữ lại khoảng (1/3 giây) và khi nhấc thì nhấc lên một chút thôi, đừng nhâc hẳn ra khỏi mối hàn. Khi đó, mối hàn sẽ được khí ra bảo vệ hoàn chỉnh và mối hàn inox không bị cháy đen và rỗ khí nữa. Khi bạn hàn quen, thành thạo thì đẩy nhanh được tốc độ lên.
3. Nên đặt súng hàn nghiêng một góc 45 độ so với hướng di chuyển.
4. Ngoài ra, còn có các yếu tố bên ngoài tác động vào như gió thổi sẽ làm lệch khí, khiến khí ra không tập trung vào một điểm trên mối hàn, dẫn đến dễ bị đen mối hàn. Vì vậy khi hàn, cần tránh hướng gió thổi trực tiếp vào khi thao tác.
Các Lỗi Thường Gặp Và Cách Khắc Phục:
1- Lỗ Khí Trong Mối Hàn
⚡ Nguyên nhân: Do khí bảo vệ không đủ, bề mặt vật liệu bẩn hoặc di chuyển mỏ hàn không đều.
⚡ Cách khắc phục: Đảm bảo khí bảo vệ đủ và đều đặn, làm sạch bề mặt inox và di chuyển mỏ hàn đều.

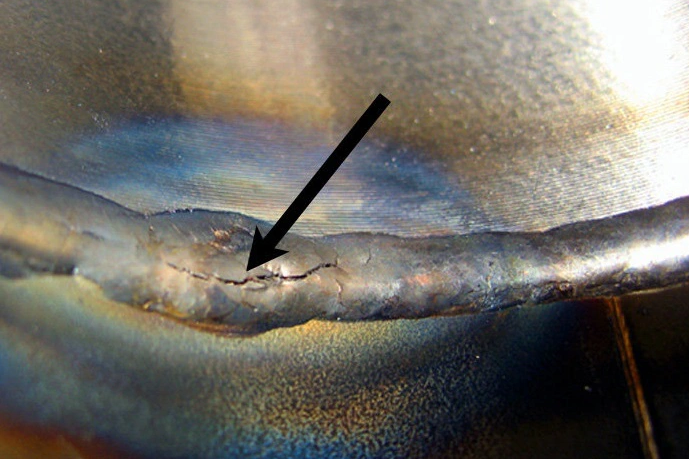
2- Vết Nứt Và Biến Dạng
⚡ Nguyên nhân: Do nhiệt độ quá cao hoặc làm mát quá nhanh.
⚡ Cách khắc phục: Kiểm soát nhiệt độ phù hợp, sử dụng kỹ thuật làm mát từ từ và tránh hàn quá dài một lần.
3- Bề Mặt Mối Hàn Không Mịn
⚡ Nguyên nhân: Do điều chỉnh dòng điện không phù hợp hoặc kỹ thuật di chuyển mỏ hàn không đúng.
⚡ Cách khắc phục: Điều chỉnh dòng điện và điện áp phù hợp, luyện tập kỹ thuật di chuyển mỏ hàn đều đặn và chính xác.

Giá rẻ hơn những nơi rẻ nhất!
Để tiết kiệm chi phí hãy liên hệ:
Công ty SX & XNK Nhật Phương
Tell/Fax: 024 3682 5388
Mr. Dũng 0333 929 100 *** Ms. Ánh 0988 299 279
Email: info@nhatphuong.com.vn Website: nhatphuong.com.vn
Kim hàn Tig Berlin 2.4mm WT20, Kim hàn Tig giá sỉ, Đặc điểm của các loại kim hàn Tig, CÁCH HÀN TIG 2022 CHO MỐI HÀN ĐẸP, Kim hàn TIG, Điện cực TUNGSTEN, Kim hàn Tig có máy loại, Cách chọn kim hàn Tig, Kim hàn inox, Kim hàn TIG TUNGSTEN, Kim hàn Tig nhôm, Mỏ hàn tig, Que hàn TIG, Sứ hàn tig, Các loại kim hàn tig, Cách chọn kim hàn Tig, Kim hàn Tig inox, Que hàn TIG, Mỏ hàn tig, Kim hàn sắt, Điện cực hàn TIG, Dây hàn Tig, Kim hàn 1.6mm T1.6, Kim hàn Tig giá sỉ, Các loại kim hàn tig, kim hàn inox, Kim hàn Tig 1.6 hàn inox sắt chuẩn, Nơi bán Kim Hàn Inox giá rẻKim hàn Argon; Thông số kim hàn; Tig Hàn TIG sắt; Kim hàn Tungsten; Cách hàn inox không bị đen; Các loại kim hàn Tig; Kim hàn Tig có máy loại; Cách mài kim hàn Tig; Kim hàn Tig nhôm; Kim hàn tig đầu đỏ; Phần biệt màu kim hàn Tig; Các loại kim hàn; Kim hàn Tig; kim hàn tig 3.2; kim hàn tig 1;6; kim hàn tig 2;4; kim hàn tig 2;0; Nơi bán Kim Hàn Tig giá rẻ; Kim hàn Tig; Kìm hàn loại tốt; Kìm hàn que loại tốt; ;Kìm hàn điện tử; Kim hàn TIG Tungsten; Kìm hàn loại nào tốt; Các loại kim hàn Tig; Kìm hàn que loại tốt; Kìm hàn que; Kìm hàn điện; Kìm hàn tốt nhất; Kìm hàn điện cán gỗ; Kìm hàn 500A; Kìm hàn điện Nhật; Kìm hàn 250A; Giắc nối nhanh cho máy hàn; Giắc nối nhanh; Giắc nối nhanh 10-25 dùng cho máy hàn que; GIẮC NỐI NHANH MÁY HÀN GIẮC ĐỰC 35-50; BỘ GIẮC NỐI NHANH KIỂU VẶN REN; Jack nối nhanh máy hàn; Bộ Giắc nối nhanh máy hàn 35-50; Giá bán Giắc nối nhanh máy hàn 10-25 cốt đực; Giá bán Bộ giắc nối nhanh máy hàn đực- cái 35-50; Bộ Giắc nối nhanh máy hàn 35-50 (bộ 2 cái); GIẮC NỐI CÁP ÂM NHỎ 10-25; Mua 2 cái giắc nối nhanh máy hàn 35-50; Giắc nối nhanh máy hàn; giắc nối dây cáp hàn; giắc nối nhanh máy hàn; Bộ giắc nối nhanh máy hàn DKJ10-25; Giắc kết nối nhanh máy hàn điện tử; Khớp Nối Dây Cáp hàn