👉 Mũi Ta rô ren hệ mét dùng để tạo ren cho các vật liệu như Inox, sắt, thép, gang, đồng, nhôm, nhựa....
👉 Mũi Ta rô ren HTD, tiêu chuẩn DIN 338, HSS Tin- M2 Mài toàn phần và được phủ thêm lớp Titannium sau khi gia công bề mặt. Chuyên dùng để khoan Inox các loại như SUS304, SUS201, SUS430, SUS202...Drill for Stainless Steel. Đáp ứng được đòi hỏi khắt khe nhất về kỹ thuật, giá rất tốt.
👉 Vì là mũi Ta rô có thể tạo ren các vật liệu Inox nên sử dụng rất tốt trên các vật liệu khác như sắt, thép, nhôm, đồng, gang...
.JPG)
.JPG)
.JPG) 🌷 Quy cách đóng gói Ta rô ren HTD Nhật phủ Titannium: Mỗi cái 1 hộp nhựa, thuận tiện cho sử dụng và bảo quản.
🌷 Quy cách đóng gói Ta rô ren HTD Nhật phủ Titannium: Mỗi cái 1 hộp nhựa, thuận tiện cho sử dụng và bảo quản.
.JPG) 📌 Các cỡ ta rô ren thông dụng:
📌 Các cỡ ta rô ren thông dụng:
🧰 HƯỚNG DẪN TA RÔ TẠO REN CHUẨN ĐẸP – BỀN MŨI, CHUẨN REN
1️⃣ Kiểm tra máy trước khi ta rô
🌟Trước khi tạo ren, cần kiểm tra tình trạng máy: cổ máy, trục quay, đầu kẹp để tránh lệch tâm.
🌟Nếu máy đã dùng lâu, có độ rơ hoặc rung lắc, ren sẽ lệch tâm, sai bước và dễ gãy mũi ta rô.
2️⃣ Chuẩn bị lỗ khoan dẫn và vát mép
🌟Trước khi ta rô, phải khoan lỗ dẫn đúng kích thước theo bảng tiêu chuẩn JIS Nhật Bản (Nên chọn mũi khoan NHẬT KANTOYA rất chính xác, sai số: 0 / –0.014 mm)
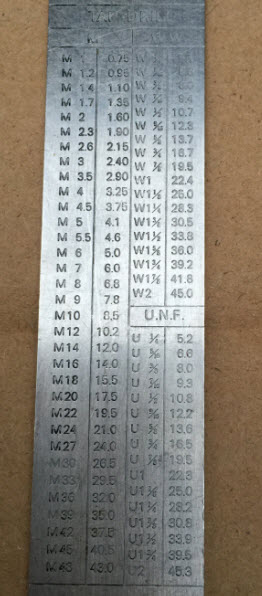 Thước Inox Nhật Bản in hình bảng Mũi taro, mũi ta rô mũi khoan tiêu chuẩn JIS (ảnh chụp tại Nhật)
📌 Bảng chọn Taro và mũi khoan phổ thông:
Thước Inox Nhật Bản in hình bảng Mũi taro, mũi ta rô mũi khoan tiêu chuẩn JIS (ảnh chụp tại Nhật)
📌 Bảng chọn Taro và mũi khoan phổ thông:




3️⃣ Chọn đúng mũi khoan và loại mũi ta rô
🌟Mũi khoan quá lớn: ren yếu, dễ tuột.
🌟Mũi khoan quá nhỏ: làm mũi ta rô nhanh gãy hoặc cháy.
🌟Chọn ta rô ren vát đầu (Spiral point taps) Loại mũi taro này có phần đầu mũi được cắt theo một góc nhất định, giúp đẩy phoi ra phía trước khi cắt, hơn nữa mũi ta rô ăn đều và đúng tâm, tránh sứt mép ren.Thích hợp cho Inox thép cứng hoặc hợp kim
🌟Với vật liệu khác nhau (inox, nhôm, gang, thép mềm…) cần chọn loại mũi ta rô phù hợp riêng để tăng tuổi thọ mũi. (Mũi TA RÔ NHẬT HTD có thể tạo ren tốt trên mọi vật liệu)
4️⃣ Căn chỉnh và thao tác ta rô đúng cách
🌟Khi bắt đầu, đặt mũi ta rô vuông góc với lỗ để ren không bị lệch.
🌟Khi quay (bằng tay hoặc máy cầm tay), nên đi 1 đoạn rồi lùi nhẹ nửa vòng để phá phoi, tránh kẹt.
🌟Giữ tốc độ đều, lực vừa phải, không ép quá mạnh — đặc biệt khi ta rô vật liệu cứng như inox.
5️⃣ Làm mát và bôi trơn hợp lý
🌟Khi ta rô phải làm mát đều liên tục để giảm ma sát và bảo vệ mũi.
🌟Dùng dầu cắt gọt pha theo tỉ lệ 1 phần dầu : 5 phần nước lã, hoặc dầu nhớt sạch nếu thao tác ít.
🌟Làm mát đúng cách giúp ren bóng đẹp, mũi bền gấp nhiều lần.
6️⃣ Luôn giữ lỗ và phoi sạch, tránh để phoi dồn lại gây gãy mũi.
7️⃣ Kiểm tra mũi và bảo dưỡng định kỳ
🌟Trước khi sử dụng, kiểm tra mũi ta rô: nếu bị mòn, sứt hoặc gỉ thì nên thay ngay.
🌟Khi ren không còn sắc nét hoặc dễ trượt → mũi đã yếu, cần thay mới.
8️⃣ Tổng kết – Bí quyết để tạo ren bền, đẹp, chính xác
✅ Chọn mũi ta rô chất lượng cao – như TA RÔ NHẬT HTD, cắt nhẹ, sắc bén, tuổi thọ cao.
✅ Kiểm tra máy kỹ trước khi chạy.
✅ Chọn đúng mũi khoan & loại ta rô theo tiêu chuẩn.
✅ Thao tác đúng, làm mát đầy đủ, thoát phoi tốt.
Mũi khoan Taro thấm phủ TiN chuyên cho thép rất cứng và Inox
Xem thêm tại: http://nhatphuong.com.vn/news/huong-dan-khoan-sat--khoan-inox.aspx
Giá rẻ hơn những nơi rẻ nhất!
Để tiết kiệm chi phí hãy liên hệ:
Công ty SX & XNK Nhật Phương
Tell/Fax: 024 3682 5388
Mr. Dũng 0333 929 100 *** Ms. Ánh 0988 299 279
Email: info@nhatphuong.com.vn Website: nhatphuong.com.vn
Mũi ta rô, Taro ren, Mũi ta rô ren, taro Nachi, Ta rô Nachi, Tap Nachi, Ta rô thẳng, Ta rô ren thẳng, Ta rô xoắn, Ta rô hệ mét, Ta rô vát đầu, Ta rô Nhật; Taro thẳng, Taro ren thẳng, Taro xoắn, Taro hệ mét, Taro vát đầu, Taro Nhật, taro giá rẻ, ta rô yamawa, taro yamawa, ta rô bãi Nhật, ta rô chất lượng, so sánh ta rô, các loại taro, Mũi taro tiếng Anh là gì, Mũi taro Nachi, Ký hiệu mũi taro, Mũi taro xoắn, Bộ ta rô Nhật, Mũi taro Nhật, Các loại mũi taro, Các mũi taro, Toàn bộ thông tin về mũi taro xoắn, MŨI TARO SKC rẻ vô địch, MŨI TARO Yamawa, Dụng Cụ Taro Ren Chính Hãng Giá Rẻ, Mũi Taro Là Gì, Phân Loại Mũi Taro Như Thế Nào, Mũi Taro ren loại cao cấp, mũi taro, Mũi taro là gì, mũi taro ta rô ren giá tốt, Mua mũi Taro, mũi tạo ren từ 4-14mm giá tốt, m có liên quan Bộ ta rô Nhật Tay quay taro Bộ taro Nhật Bãi Mũi taro xoắn Bộ taro ống nước Bộ mũi taro Mũi khoan taro Mũi taro Nhật, Bộ ta rô Nhật, Tay quay taro, Bộ taro Nhật Bãi, Mũi taro xoắn, Bộ taro ống nước, Bộ mũi taro, Mũi khoan taro, Mũi taro Nhật, mũi taro ta rô ren giá tốt, Ta rô bàn ren, Bộ 6 mũi khoan taro ren HSS 6542, mũi khoan ta rô ren Chất Lượng, mũi khoan ta rô ren Chất Lượng, Bộ tarô ren trong và ren ngoài 40 chi tiết, Bộ ta rô Nhật Bộ taro Nhật Bãi, Bộ taro 40 chi tiết, Bộ ta rô tay, Bộ taro Total, Tay quay taro, Bánh Taro, Bộ taro ốc, Bộ ta rô bàn ren 49, Bộ ta rô ren trong 30 chi tiết từ M3, bộ ta rô ren, Dụng Cụ Taro Ren Chính Hãng Giá Rẻ, Bộ taro bàn ren trong ngoài, TAY QUAY TARO REN TRONG CẦM TAY, Phương pháp taro ren đúng cách cần biết, Bộ tay quay taro tạo ren trong và ngoài, Dụng Cụ Taro Ren Chính Hãng Giá Rẻ, Bộ taro ren trong cầm tay 9, tay ra rô ren, Tay quay taro, Tay quay ta rô, Bộ taro Nhật Bãi, Bộ ta rô Nhật, Bộ taro ống nước, Mũi taro, Bộ taro ốc, Bộ taro 40 chi tiết, Mũi taro Titan, Mũi khoan taro Nhật, Mũi taro, Mũi khoan taro Nachi, Bảng tra mũi khoan và taro, Bánh Taro, Mũi khoan taro M12, mũi tạo ren, Bộ 6 mũi khoan tạo ren M3, Mua Mũi Khoan Ren Chính Hãng, Bộ 6 Mũi Khoan Taro HSS 4341, Bộ 2 Mũi taro ren, MŨI TARO RÃNH THẲNG, mũi taps, Mũi Taro tay Hand Taps, MŨI TARO TAY HAND TAPS, Hand Taps Mũi taro tay, Bán mũi ta rô Nachi Nhật Bản, Mũi ta rô thẳng HSSE hiệu Nachi, Mũi taro xoắn Nachi, mũi ta rô nachi, Mũi taro rãnh thẳng Nachi, Ta rô xoắn M3, Mũi Tarô Thẳng Nachi List 6868, Bảng giá Mũi taro YAMAWA, Mũi taro Nhật Taro Yamawa, Mua mũi ta rô ở Hà Nội, Taro xoắn Yamawa, Mũi taro xoắn, Mũi taro SKC, Mua bán mũi taro, Các loại mũi taro YG1, Các loại mũi taro OSG, Nhà phân phối Yamawa, Bảng giá mũi taro, bàn ren YAMAWA, MŨI TARO THẲNG YAMAWA, mũi taro yamawa, Mua Online Sản Phẩm Mũi Taro, Mũi Taro Yamawa chính hãng Nhật Bản